US Patent: 2,055,227
|
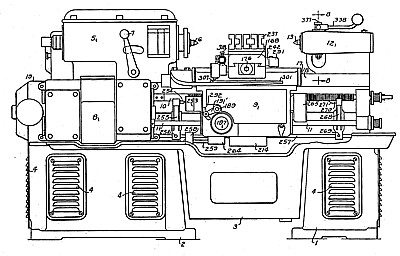
| Motor Automatic Lathe
|
|
Patentee:
|
|
| Clifford A. Bickel (exact or similar names) - Sidney, OH |
| Manufacturer: |
| Not known to have been produced |
|
|
Patent Dates:
|
| Applied: |
Jan. 08, 1934 |
| Granted: |
Sep. 22, 1936 |
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
Monarch Machine Tool Co. History
"Vintage Machinery" entry for Monarch Machine Tool Co.
|
|
Description: |
| Toulmin & Toulmin - patent attorneys
This invention relates to machine tools, and in particular to automatic lathes having provision for automatically controlling the operations of the cutting tools. One object of my invention is to provide an automatic machine tool wherein the longitudinal and transverse motions of the cutting tool are actuated by individual motors. Another object is to provide such a machine tool wherein these longitudinal and transverse motors are controlled by electrical means actuated during the motion of the cutting tool. Another object is to provide such a machine tool wherein these longitudinal and transverse motors are started, stopped and/or reversed by electrical circuit breakers actuated by the motion of the carriage and/or cross slide thereof. Another object is to provide such a machine tool and a control system therefor, whereby these longitudinal and transverse motors may be actuated by electrical controlling means regulated by a guiding member of suitable configuration. Another object is to provide such a machine tool wherein these longitudinal and transverse motors are controlled by a template follower switch engaging a template between which relative motion occurs, the opening and closing of which switch actuates the transverse and longitudinal feeds according to the configuration of the template. Another object is to provide such a machine tool having a carriage and cross slide adapted to be fed slowly in one direction and traversed rapidly in the opposite direction, with provision for reversal of these movements. Another object is to provide a machine tool wherein the longitudinal and transverse motors are started, stopped and reversed by electrical means which have provision for interchanging the connections in such a manner that the in-feed controlling means may be arranged to operate the transverse motor in an out-feed direction, and the out-traverse controlling means may be adapted to operate the transverse motor in an in traverse direction. Another object is to provide a double-carriage automatic lathe wherein the feeding motor of the rear carriage is set in motion by electrical means actuated by the motion of the front carriage. Another object is to provide a machine tool with means for interchanging the electrical connections of the cross slide actuating means, whereby the electrical means for controlling the rotation of the cross slide motor in one direction may be individually controlled by the controlling apparatus which normally actuates the cross slide motor in the opposite direction and vice versa. Another object is to provide mechanical means of reversing the direction of rotation of the cross-slide mechanism in conjunction with the previously described means of interchanging the electrical connections of the cross slide motor controlling means, whereby the in-feed controlling means will produce an out-feed effect upon the feeding motor and vice versa. Another object is to provide such a machine tool having transverse and longitudinal feeds operated by separate reversible motors, these motors being adapted to be run more rapidly in a reverse traversing direction than in a forward feeding direction, with means for accomplishing such motion of the motors. Another object is to provide such a machine tool having means for automatically changing the go feeding speed to adapt it to the depth of cut necessary, without necessitating any attention on the part of the operator.
|
|