US Patent: 1,269,489
|
| Control for Turret Lathes and the Like
|
|
Patentee:
|
|
| Edwin J. Murphy (exact or similar names) - Schenectady, NY |
| Manufacturer: |
| Not known to have been produced |
|
|
Patent Dates:
|
| Applied: |
Nov. 07, 1916 |
| Granted: |
Jun. 11, 1918 |
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
"Vintage Machinery" entry for General Electric Co.
|
|
Description: |
| Albert G. Davis - patent attorney
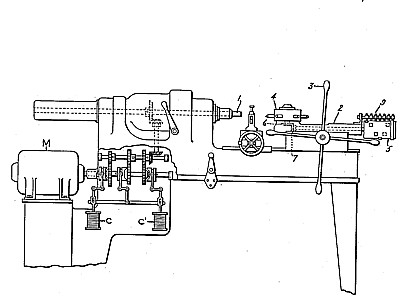
My invention relates to the control of electric motors and has for its object the provision of means whereby the speed of an electric motor may be varied in accordance with the work to be done in a reliable, simple and efficient manner. My invention relates more specifically to the control of electric motors employed for driving machine tools and the like. In the operation of machine tools such as turret lathes, screw machines, and similar machines, it is very desirable that different speeds be given to the motor to correspond to the different classes of work to be done. For instance, the first operation of a turret lathe may be "drilling," the next "tapping" and the next "facing," etc., each of which requires a different cutting speed from the other. The turret may carry as many as 6 or 7 cutting tools and they may each require a different cutting speed so that there will be 6 or 7 speeds for the motor corresponding to the 6 or 7 different positions of the turret. This has been accomplished heretofore by having a controller which is rotated when the turret is turned so as to vary the motor's speed. In this case each position of the controller corresponds to a definite speed on the motor, that is, there is a definite speed for each tool in the turret. It is desirable, however, for each tool to be given a range of speeds so that when a tool is in working position it may have any required speed. An attempt has been made to accomplish this by the use of cams, one for each job, each cam having the proper cam surface to shift the controller the required amount. This involves an unwarranted expense in the making of cams especially in the shops where all kinds of work are done and any machine is liable to be changed from one class of work to another of quite a different character. |
|