US Patent: 147,674
|
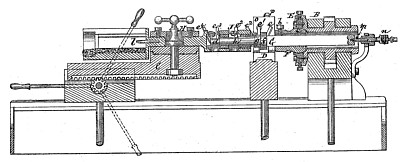
| Machines for Turning Carriage-Axles
|
|
Patentees:
|
| Hector McKenzie (exact or similar names) - Bridgeport, Fairfield County, CT |
| Thomas Coulter (exact or similar names) - Bridgeport, Fairfield County, CT |
|
|
Patent Dates:
|
| Applied: |
Nov. 01, 1873 |
| Granted: |
Feb. 17, 1874 |
|
Patent Pictures:
[
1 | 2
]
|
|
|
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
"Vintage Machinery" entry for Coulter & McKenzie
|
|
Description: |
| Abstract:
The object of our invention is to facilitate the manufacture of wagon or carriage axles, and to make the same more uniform as regards their fit of the box, and to a standard gage, so that there will be no difficulty in replacing a broken axle without the box. The invention consists in various combinations, in the one machine, of certain mechanical devices and peculiarities in their construction, whereby the axle is centered and its bearing portion turned to the required shape and finished also its collar and shoulder formed and screw thread cut on its end, and the axle generally completed, read y for dressing or finishing when hardened; all of which operations are performed by the one machine, and with out removing it therefrom, thus doing away with much handling, the usual filing, and labor consequent on a succession of operations in the ordinary method of manufacturing axles.
Claims:
l. The combination of the thimble F, having a spherical portion, c, with the jaw-chuck E and the centering-socket I, substantially as and for the purpose herein set forth.
2. The roughening-tool J, with its cutters e, e1, e2, e3 & e4, in combination with the rotating tool head H and slide C, essentially as shown and described.
3. The rotating tool-head H, provided with a centering-socket, I, a roughening-tool, J, a die, K, and a finishing-tool, L, all constructed and arranged essentially as described, in combination with the slide C, for the purposes specified.
4. The drill in the rear portion of the finishing-tool L, in combination with the drill m, arranged in rear of the headstock B and made capable of operation by hand in the axial direction of the head-stock, substantially as and for the purpose herein set forth.
|
|

){kind=link}
){kind=link}