US Patent: 1,906,062
|
| Index Center
|
|
Patentee:
|
|
| John Harley (exact or similar names) - Glasgow, Scotland |
| Manufacturer: |
| Not known to have been produced |
|
|
Patent Dates:
|
| Applied: |
Sep. 22, 1931 |
| Granted: |
Apr. 25, 1933 |
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
"Vintage Machinery" entry for Brown & Sharpe Mfg. Co.
|
|
Description: |
| Joseph A. Miller - patent attorney
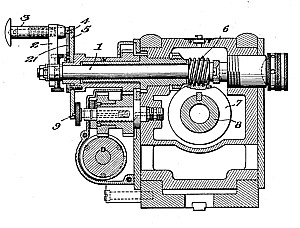
This invention relates to index centers, and more particularly relates to the indexing discs, the primary object of the invention being to enable the work to be turned throughout a greater range without changing the disc. Index discs of common usage are nominally used for dividing a circle into a definite number of equal parts (not degrees 10 and minutes) in the milling of teeth and gear wheels, and hexagonal and square milling of shafts. The method usually adopted for angular indexing is as follows:
Divide 540 by the total number of minutes to be indexed. If the quotient is approximately equal to the number of holes in any index circle available the angular movement is obtained by moving the crank one hole in 20 this index circle; but if the quotient is not approximately equal, multiply it by any trial number which will give a product equal to the number of holes in an available index circle and move the index crank as many holes as are indicated by the trial number. If the quotient of 540 divided by the total number of minutes is greater than the number of holes in any of the index circles, it is not possible to obtain the required movement for the angle by simple indexing. This shows that, only some of the angles in degrees and minutes, can be obtained accurately by simple indexing, and compound indexing, which would be more accurate, involves greater calculations on the part of the workman, and leads to errors. The above method also shows that for different angles, different discs are often required, and it is only possible to turn the work through this angle and back to zero; therefore, it is not possible to turn the work accurately through a succession of angles in degrees and minutes in many cases. If a change of disc is necessary it would be impossible to place the second disc in the same position as the first one, due to the index crank not being opposite a hole. The present invention therefore aims to provide a disk which overcomes the objection supra/and in which when milling at an off angle is required the templets which are made to a protractor and which do not give the same degree of accuracy and are more costly, are dispensed with.
|
|