US Patent: 2,157,948
|
| Hardening of Metal Surfaces
|
|
Patentee:
|
|
| Herbert H. Beeny (exact or similar names) - Coventry, Warwickshire County, England |
|
|
Patent Dates:
|
| Applied: |
Jun. 17, 1937 |
| Granted: |
May 09, 1939 |
USPTO (New site tip)
Google Patents
Report data errors or omissions to steward
Joel Havens
Monarch Machine Tool Co. History
"Vintage Machinery" entry for Monarch Machine Tool Co.
"Vintage Machinery" entry for Cincinnati Milling Machine Co.
"Vintage Machinery" entry for Thompson Grinder Co.
|
|
Description: |
| Dyke, Calver & Gray - patent attorneys
This patent number was seen on Cincinnati Milling Machine Co. and Thompson Grinder Co. patent plates.
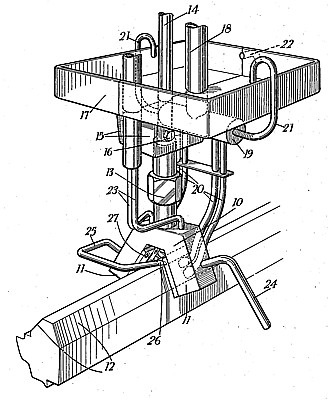
This invention relates to the treatment of ferrous surfaces such as are capable of being hardened by being locally heated by means of a burner to a high temperature and then immediately cooled. The flame is progressively applied to the surface at a predetermined rate, the arrangement being such that there is not sufficient time for the heat to be conducted away to the interior of the article before the surface of the latter is quenched. The specification accompanying the co-pending patent application of myself and Arthur H. Lloyd, Serial No. 148,752 describes a particularly satisfactory burner and cooler for treating a ferrous (for example, a cast-iron) surface in this way, and also an unproved form of burner. It is now found that in treating the surface of a cast-iron V-rail in this way there is a tendency for cracks to form along the apex of the rail. This is probably due to the fact of the flames, acting on the flanks of the rail, heating the apex of the rail to too great an extent, this resulting in the apex of the rail being hardened to a greater depth than the flanks of the rail. When a V-rail is to be used as an inverted-V-rail for supporting a machine-tool slide, it is unnecessary for its apex to be hardened as the load is taken by the flanks of the rail. The present invention is concerned with the surface-hardening of the operative face of a V-rail, to be used for supporting a machine-tool slide or some other slide, by flame-heating the flanks of the rail and immediately thereafter cooling them, as specified above; and it involves means acting to prevent the apex of the rail from being hardened in this manner so that the hardened flanks of the rail will be separated from one another by a relatively soft surface along the apex of the rail. Preferably the said means includes a jet of water or other cooling medium arranged to impinge on the apex of the rail in the vicinity of where the flanks are being flame heated, the said jet preferably being directed backwardly. Conveniently the cooling medium from this jet is delivered at a higher pressure than that from the main jets.
|
|